L’usinage d’aubes de turbine avec la série A, C.B. Ferrari
La complexité de l’usinage d’aubes de turbine
Les aubes de turbine sont connues pour la grande complexité de leur usinage, de l’ébauche à la finition. En effet :
- Les matériaux utilisés pour fabriquer les pièces (acier inoxydable, titane, duplex) ont des caractéristiques mécaniques particulières
- La géométrie des aubes est complexe afin d’optimiser l’effet aérodynamique et demande ainsi une programmation très poussée
- L’enlèvement de matière est conséquent
- Les états de surface doivent être de qualité
- Avec leur forme et leur allongement, les aubes sont confrontées aux phénomènes de vibrations et de résonance lors de l’usinage
- Différents outils doivent être utilisés

Afin d’obtenir un usinage parfait de l’aube, le centre d’usinage utilisé doit être capable de veiller au bon équilibre entre l’avance, la géométrie, la profondeur de coupe ainsi que les forces de coupe.
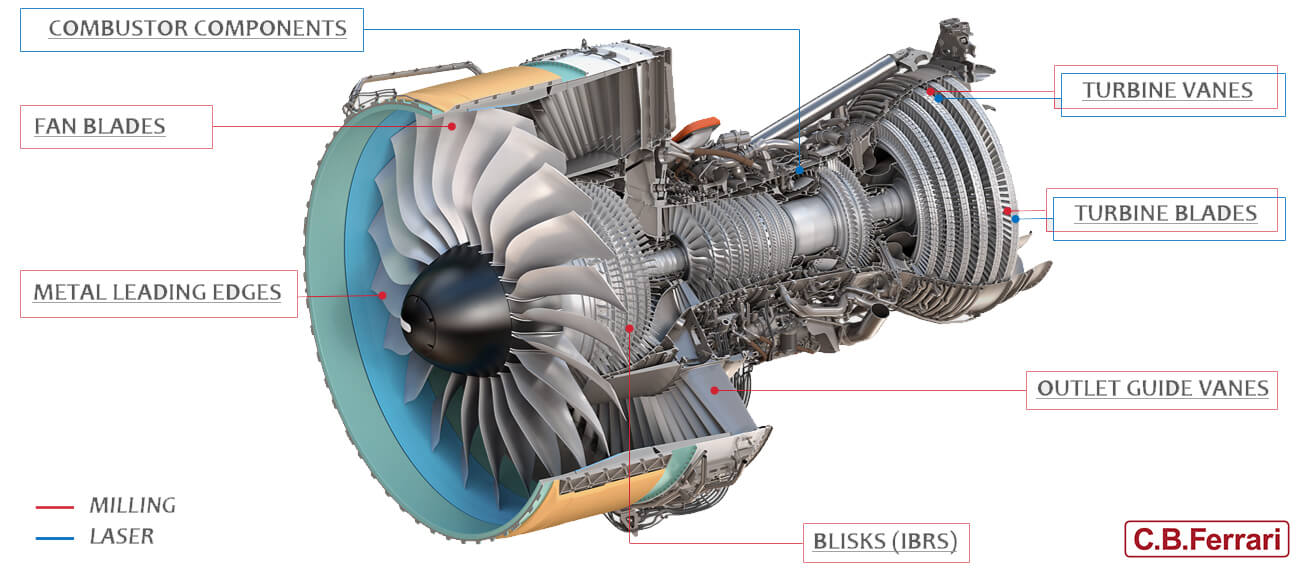
La précision des centres d’usinage série A C.B. Ferrari pour l’industrie des moteurs d’avion
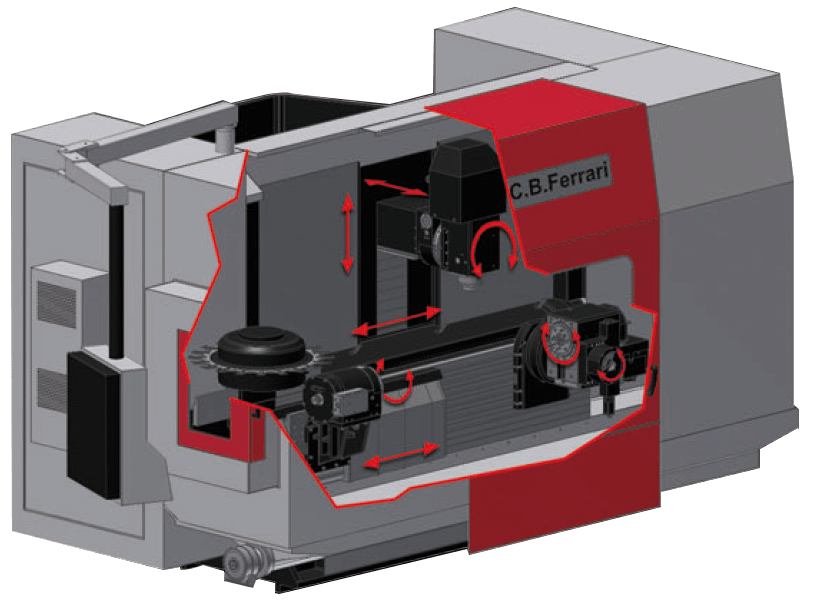
C.B. Ferrari propose sa série A, idéale pour l’usinage d’aubes de turbines à gaz, à vapeur et les pales de turbines d’avion. L’entraxe réglable et la configuration du 6ième axe font de cette machine l’une des plus flexibles du marché. De plus, la conception de la table verticale garantit un flux de copeaux optimal. Enfin, l’encombrement réduit de la machine permet une installation rapide et facile.
Voici d’autres caractéristiques sur la machine :
- Tous les axes linéaires (X, Y, Z) sont supportés par une base en fonte
- Le montant se déplace longitudinalement (droite / gauche) sur la base, sécurisé par trois rails de guidage (axe X).
- Le bélier, porté par le montant mobile, se déplace verticalement (haut / bas) et est sécurisé par deux glissières symétriques (axe Z). Il se déplace également horizontalement (arrière / avant) et est sécurisé par deux rails de guidage positionnés symétriquement (axe des Y).
- L’axe de rotation (C), porté par le vérin, est entraîné par un réducteur à engrenage ultramoderne (vis globique) sans jeu à l’inversion. Cet axe fait pivoter la broche verticale autour de l’axe Y.
- Un diviseur (axe A) est monté sur le tablier vertical et est entraîné par deux moteurs couple, supporté par des roulements de haute précision.
- Une contre-pointe ou un diviseur synchrone est monté en face du diviseur principal permettant l’usinage de pièce de grande dimension.
- La distance diviseur/diviseur ou diviseur/contre-pointe est réglable en largeur par un axe linéaire coulissant (U), commandé et actionné par l’intermédiaire d’un vérin pneumatique.
- Avec l’axe rotatif indexé supplémentaire (B) sur le diviseur, la machine est en mesure de percer le trou central.